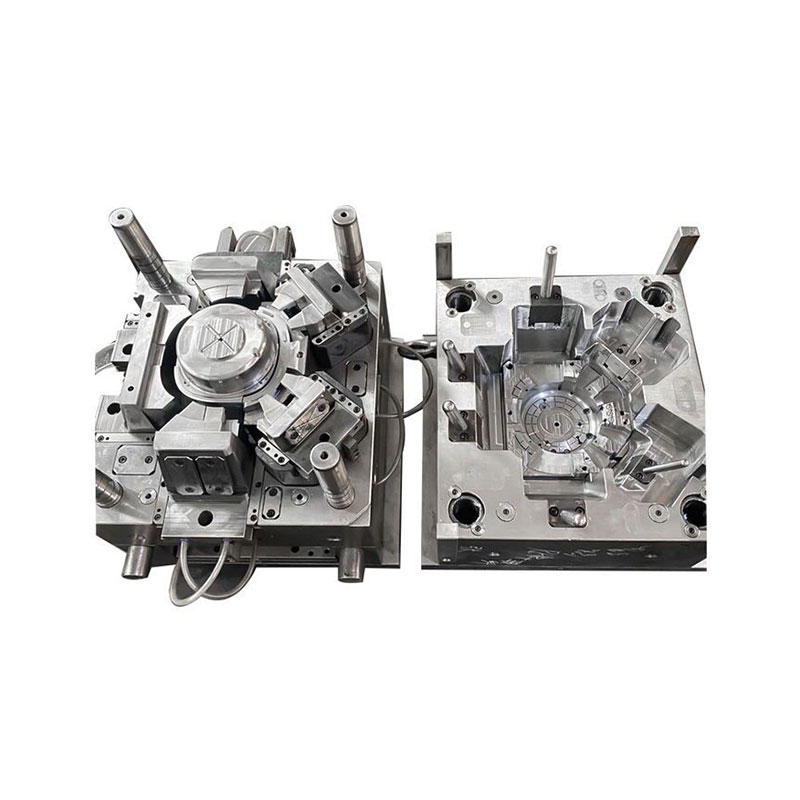
কাস্টিং ছাঁচ মারাদুটি অংশ, একটি কভার এবং একটি অস্থাবর অংশ নিয়ে গঠিত এবং যে অংশটি তারা মিলিত হয় তাকে পার্টিং লাইন বলা হয়। হট চেম্বার ডাই কাস্টিংয়ে, কভারটিতে একটি গেট রয়েছে, যখন কোল্ড চেম্বারে ডাই কাস্টিংয়ে এটি একটি ইনজেকশন বন্দর। গলিত ধাতু এখান থেকে ছাঁচ প্রবেশ করতে পারে এবং এই অংশের আকারটি হট চেম্বারের ডাই কাস্টিং বা কোল্ড চেম্বারের ডাই কাস্টিংয়ের ইনজেকশন চেম্বারের ইনজেকশন অগ্রভাগের সাথে মেলে। অস্থাবর অংশে সাধারণত একটি পুশ রড এবং একটি রানার অন্তর্ভুক্ত থাকে যা গেট এবং ছাঁচের গহ্বরের মধ্যে একটি চ্যানেল যার মাধ্যমে গলিত ধাতু ছাঁচের গহ্বরটিতে প্রবেশ করে। কভারটি সাধারণত একটি স্থির প্লেট বা সামনের প্লাটেনের সাথে সংযুক্ত থাকে, যখন অস্থাবর অংশটি একটি অস্থাবর প্লাটেনের সাথে সংযুক্ত থাকে। ছাঁচ গহ্বরটি দুটি ছাঁচের গহ্বর সন্নিবেশগুলিতে বিভক্ত, যা স্বতন্ত্র অংশ এবং বোল্ট দ্বারা তুলনামূলকভাবে সহজেই ছাঁচ থেকে সরানো বা ইনস্টল করা যায়।

ছাঁচটি বিশেষভাবে ডিজাইন করা হয়েছে যাতে ছাঁচটি খোলার সময় ing ালাইটি অস্থাবর অংশে থাকবে। এটি অস্থাবর অংশে একটি পুশ রড দিয়ে কাস্টিংকে ধাক্কা দেবে। পুশ রডটি সাধারণত প্লেট দ্বারা চালিত হয়, যা একই সাথে সমস্ত পুশ রডগুলি ঠিক একই পরিমাণে বলের সাথে চালিত করে, যাতে কাস্টিং ক্ষতিগ্রস্থ না হয় তা নিশ্চিত করতে পারে। যখন কাস্টিংটি বের করা হয়, তখন প্ল্যাটেনটি সমস্ত পুশ রডগুলি প্রত্যাহার করতে প্রত্যাহার করে, পরবর্তীটির জন্য প্রস্তুতমারা কাস্টিং। যেহেতু কাস্টিংটি বের করা হয় তখনও গরম থাকে, কেবলমাত্র যদি পর্যাপ্ত ধাক্কা রড থাকে তবে কেবল প্রতিটি ধাক্কা রডের উপর গড় চাপ কাস্টিংয়ের ক্ষতি এড়াতে যথেষ্ট ছোট হতে পারে। যাইহোক, পুশ রডগুলি এখনও চিহ্নগুলি ছেড়ে যায়, সুতরাং তাদের অবশ্যই সাবধানে ডিজাইন করা উচিত যাতে পুশ রডগুলির অবস্থানটি কাস্টিংয়ের অপারেশনকে খুব বেশি প্রভাবিত করে না।
ছাঁচের অন্যান্য অংশগুলির মধ্যে মূল স্লাইড অন্তর্ভুক্ত রয়েছে। কোরগুলি এমন অংশ যা কাস্টিংয়ে গর্ত বা খোলার জন্য ব্যবহৃত হয়। এগুলি কাস্টিংয়ে বিশদ যুক্ত করতেও ব্যবহার করা যেতে পারে। তিনটি প্রধান ধরণের কোর রয়েছে: স্থির, অস্থাবর এবং আলগা। স্থির কোরগুলি ছাঁচের বাইরে ing ালাইয়ের দিকের সমান্তরাল। এগুলি হয় স্থির বা স্থায়ীভাবে ছাঁচের সাথে সংযুক্ত। অস্থাবর কোরগুলি ইজেকশন দিক ব্যতীত যে কোনও দিকে সাজানো যেতে পারে। Ing ালাই শক্তির পরে ছাঁচটি খোলার আগে, বিভাজন ডিভাইস ব্যবহার করে ছাঁচের গহ্বর থেকে চলনযোগ্য কোরটি মুছে ফেলতে হবে। স্লাইডার এবং অস্থাবর কোরগুলি খুব অনুরূপ। সবচেয়ে বড় পার্থক্য হ'ল স্লাইডগুলি আন্ডারকাট পৃষ্ঠগুলি তৈরি করতে ব্যবহার করা যেতে পারে। ডাই কাস্টিংয়ে কোর এবং স্লাইডগুলি ব্যবহার করা ব্যয়কে ব্যাপকভাবে বাড়িয়ে তুলবে। আলগা কোরগুলি, যাকে ইজেক্টর ব্লকও বলা হয়, থ্রেডেড গর্তের মতো জটিল পৃষ্ঠগুলি তৈরি করতে ব্যবহার করা যেতে পারে। প্রতিটি চক্রের আগে, স্লাইডটি ম্যানুয়ালি ইনস্টল করা হয় এবং তারপরে ing ালাই দিয়ে বের করে দেওয়া হয়। আলগা কোরটি তখন সরানো হয়। আলগা কোরগুলি সবচেয়ে ব্যয়বহুল কোর কারণ তারা তৈরি করতে শ্রম-নিবিড় এবং তারা চক্রের সময় বাড়ায়।
ইজেক্টরটি সাধারণত পাতলা এবং দীর্ঘ (প্রায় 0.13 মিমি) থাকে যাতে গলিত ধাতু দ্রুত শীতল হয় এবং বর্জ্য হ্রাস করে। ডাই কাস্টিং প্রক্রিয়াতে রাইজারদের প্রয়োজন হয় না কারণ গলিত ধাতু উচ্চ চাপের মধ্যে রয়েছে, যা গেট থেকে ছাঁচের মধ্যে অবিচ্ছিন্ন প্রবাহ নিশ্চিত করে।
তাপমাত্রার কারণে, ছাঁচের জন্য সর্বাধিক গুরুত্বপূর্ণ উপাদান বৈশিষ্ট্যগুলি তাপীয় কম্পন এবং নমনীয়তার প্রতিরোধের। অন্যান্য বৈশিষ্ট্যগুলির মধ্যে রয়েছে কঠোরতা, মেশিনিবিলিটি, গরম ক্র্যাকিংয়ের প্রতিরোধ, ld ালাইযোগ্যতা, প্রাপ্যতা (বিশেষত বড় ছাঁচের জন্য) এবং ব্যয়। ছাঁচের জীবন সরাসরি গলিত ধাতুর তাপমাত্রা এবং প্রতিটি চক্রের সময়ের উপর নির্ভর করে। ডাই কাস্টিংয়ের জন্য ব্যবহৃত ছাঁচগুলি সাধারণত হার্ড টুল ইস্পাত দিয়ে তৈরি হয়। যেহেতু কাস্ট লোহা বিশাল অভ্যন্তরীণ চাপ সহ্য করতে পারে না, ছাঁচগুলি ব্যয়বহুল, যা উচ্চ ছাঁচ খোলার ব্যয়ও বাড়ে। উচ্চতর তাপমাত্রায় ধাতু মারা যায় কাস্টের জন্য আরও শক্ত খাদ স্টিল প্রয়োজন।
মূল ত্রুটিগুলি যে সময় ঘটতে পারেমারা কাস্টিংপরিধান এবং ক্ষয় অন্তর্ভুক্ত করুন। অন্যান্য ত্রুটিগুলির মধ্যে তাপ ক্র্যাকিং এবং তাপ ক্লান্তি অন্তর্ভুক্ত। তাপমাত্রা পরিবর্তনের কারণে যখন ত্রুটিগুলি ছাঁচের পৃষ্ঠে ত্রুটিগুলি উপস্থিত হয় তখন তাপীয় ক্র্যাকিং ঘটে। অনেকগুলি ব্যবহারের পরে, ছাঁচের পৃষ্ঠের ত্রুটিগুলি তাপ ক্লান্তি সৃষ্টি করবে।